
بازدیدها: 1806
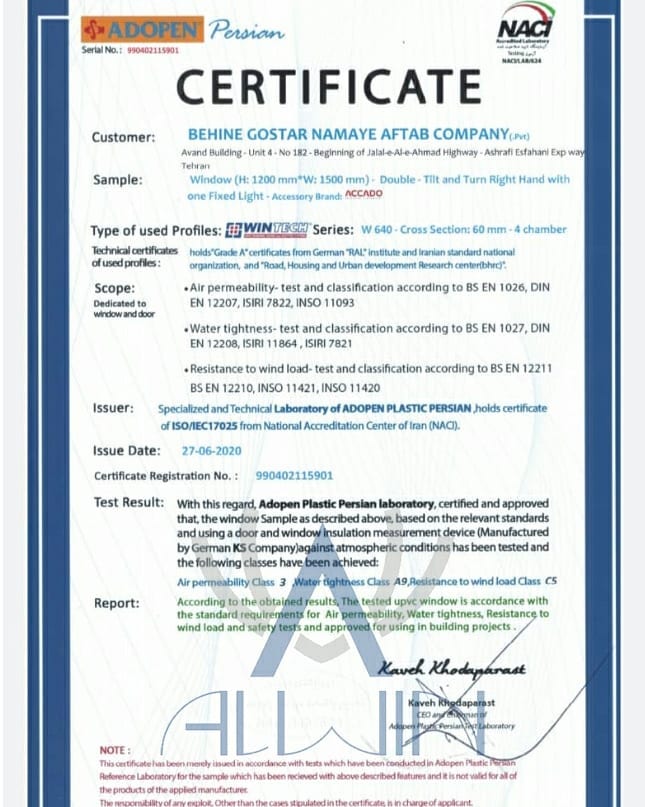
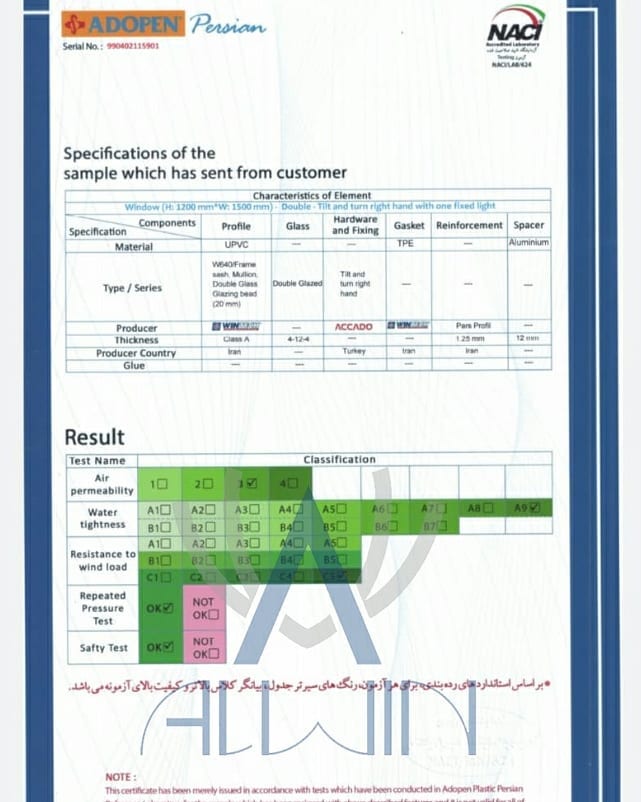
شرکت بهینه گستر نمای آفتاب ( آلوین پنجره ) نماینده رسمی شرکت وینتک موفق به دريافت گواهينامه استاندارد توليد پنجره از آزمايشگاه شركت وينتك شده است كه بر اين اساس پنجره توليد شده از لحاظ
• نفوذپذيري هوا (هوابندي)
•نفوذپذيري آب (آب بندي)
•و مقاومت در برابر نيروي باد و ايمني
مورد آزمون قرار گرفته است.

چرا پروفیل های وینتک؟
پروفیلهای تولید شده در گروه کارخانجات WINTECH شامل پروفیلهای UPVC تولید شده در کارخانه ایران و کارخانجات خارج از کشور ایران می باشد و تمامی محصولات تولیدی در این کارخانجات با تکنولوژی یکسان و ترکیبات مواد اولیه همگون تولید شده و از طرف واحد نظارت و کنترل کیفی مرکزی، مستقر در کارخانه مرکزی، بصورت مرتب کنترل و نظارت می گردد و جهت کنترل و حفظ کیفیت برند WINTECH در کلیه واحدهای تولیدی در تمامی کشورها نظارت دقیق علمی و عملی وجود داشته و همواره گزارش عملکرد واحدهای تولیدی بصورت ماهانه با آنالیز دقیق به مدیریت کنترل کیفی مرکزی ارسال می گردد.
پروفیلهای تولید شده در کارخانه ایران با در نظر گرفتن نیازها و شرایط آب و هوایی و جغرافیایی کشور ایران وکشورهای همجوار طراحی گردیده و در ترکیب فرمولاسیون این پروفیلها شرایط جوی حاکم بر این کشورها از نظر حفظ کیفیت و مقاومت این محصولات لحاظ گردیده است. مصرف پروفیلهای UPVC تولید شده در کارخانه ایران جهت پروژه های ساختمانی موجود در این کشور بهینه تر بوده و طول عمر و دوام کیفیت بیشتری خواهد داشت.

آزمایشگاه کنترل کیفیت پنجره های وینتک
همواره تضمین کیفیت محصولات تولید شده جهت جلب رضایت مشتریان، به عنوان یکی از اهداف استراتژیک و مبحث مهم در گروه کارخانجات WINTECH مطرح میباشد که موجبات استقرار سیستم های کنترل کیفیت فرایند تولید محصولات، از مرحله تأمین مواد اولیه تا محصول نهایی و با استفاده از منابع انسانی متخصص و کارآزموده به همراه تجهیزات آزمایشگاهی مدرن و پیشرفته در واحد آزمایشگاه و کنترل کیفیت کارخانه WINTECH ایران گردیده است.
بر اساس اقدامات فوق، کارخانه WINTECH ایران طی اولین ماههای تولید علاوه بر دریافت گواهینامه اجباری درج علامت استاندارد کشور ایران بر روی محصولات بر اساس الزامات استاندارد ISIRI 12291، آزمایشگاه کارخانه WINTECH در ایران موفق به دریافت گواهینامه تائید صلاحیت آزمایشگاه همکار از سازمان استاندارد و تحقیقات صنعتی ایران به شماره ASH/2626 گردیده و در حال ارائه خدمات آزمون به ادارات استاندارد سراسر کشور، گمرکات، شرکتهای بازرسی و سایر متقاضیان در زمینه پروفیلهای UPVC می باشد.
واحد کنترل کیفیت با اتکاء به پرسنل مجرب و بر اساس طرحهای کنترلی تدوین شده مطابق با الزامات استاندارد ISIRI12291 توسط واحد مهندسی و توسعه و همچنین با استفاده از امکانات و تجهیزات واحد آزمایشگاه مستقر درکارخانه WINTECH ایران، از طریق نمونه برداری و کنترل از مرحله تأمین مواد اولیه تا محصول نهایی، کیفیت محصولات تولیدی کارخانه را تحت کنترل دارد.
مراحل کنترل کیفی:
- کنترل ابعادی
- کنترل ظاهری پروفیل
- کنترل میزان انحراف از راست بودن پروفیل
- کنترل جرم واحد طول پروفیل
در این آزمون جرم واحد طول پروفیل طبق استاندارد ISIRI 12291 با استفاده از ترازوی حساس اندازه گیری و کنترل می گردد.
- کنترل میزان استحکام در برابر ضربه چارپی
- کنترل مقاومت پروفیل در برابر ضربه ناشی از سقوط وزنه در دمای پائین
- کنترل درصد برگشت حرارتی
- کنترل تغییرات ظاهری پروفیل در دمای بالا
- کنترل دمای نرم شدن ویکات
- کنترل مقاومت جوش گوشه ها
- کنترل مدول الاستیسیته خمشی
- کنترل مقاومت ضربه کششی
- کنترل نشانه گذاری
- کنترل چگالی
- کنترل ثبات رنگ سطوح پروفیل
- کنترل براقیت سطوح پروفیل
- کنترل مقاومت پروفیل در برابر هوازدگی مصنوعی
Xenon test ، تحت هوازدگی مصنوعی قرار گرفته و پس از طی دوره زمانی مورد نظر میزان مقاومت پروفیل در مقابل تغییرات رنگ از طریق اندازه گیری پارامترهای رنگ، با استفاده از دستگاه Spectrophotometer در مقایسه با نمونه های شاهد بررسی و کنترل میگردد . همچنین برای نمونه های تحت آزمون، تغییرات مقدار مقاومت در برابر ضربه چارپی در مقایسه با نمونه های شاهد اندازه گیری و کنترل میگردد.
لازم به توضیح است که دوره زمانی شبیه سازی شده را میتوان برای بازه های زمانی مختلف، منجمله 10 الی 15 سال در طول 12 الی 18 ماه برنامه ریزی و اجرا نمود.
سلام سفارش ساخت دارم قیمت میخواهم
لطفا با واتساپ اطلاع رسانی فرمایید